�μ��ұ�ʽ�x�ı���Ҫ�㲿��������
1������~݆������
��1��ĥ�p������ �~݆��(j��ng)�^һ�Εr�g��ʹ�ú��������a(ch��n)��������ĥ�p���g������Ҳ���ܕ����������r�����F(xi��n)�Ѽy���Ɠp����������������ҕ��ͬ��r�����ޏͻ���Q��
�~݆�c�����㲿����Ħ�����a(ch��n)����ƫĥ�p���������“�Ѻ���”�������������ڲ�ͬ���|(zh��)�~݆�����Ѻ�������ͬ������������T��~݆������ͨ�Y(ji��)��(g��u)���l����������ڲ��P�������x�ò��P䓺��l������늻����ķ����Ѻ�����������T�F�~݆���������T�F���l����������-��Ȳ�⺸�M�жѺ�������T�F�~݆�Ѻ��r������������M���A��������A��ضȞ�650~750�档�Ѻ����������܇���ό��Ѻ���܇�ԭ���ijߴ硣���ڲ���䓻������~݆��ĥ�p�����һ�㲻�M���ޏͣ����Â�����Q�����
�~݆����������A���}�ĸ��g����|(zh��)�ě_ˢ������γɵĺ�Ȝp�����T�F�~݆�Ě��A���Լ�������ӻ���ײ���a(ch��n)�����Ѽy��׃�������һ����r���Dz��M�������������������µĂ�������Q������ǣ��������M��������������“�a����”���M���ޏ���������a���r����������(j��)�~݆�IJ��|(zh��)��ͬ�����ò�ͬ���a��������������ǽ����~݆���F(xi��n)�Ѽy���Ɠp������íh(hu��n)����֬ճ�ӣ�ճ�Ӻ֏�ԭ�������24h֮�����ʹ�á�
���ͻ����ñ��������~݆�����^�������������g�r�������˿����a���ޏ������߀���íh(hu��n)����֬�z𤄩���a��
ʹ�íh(hu��n)����֬�z𤄩���a�~݆�IJ���������¡�
a������ʂ䲣����2~3�ӣ��o�A�����o���ּ������������Ȟ�0.5mm��������
b�����~݆��Ҫ���a�ĵط������܇������M�г��P��������̎��������ü�ɰ����ĥ�������ϴ�Ƀ����Ȼ����������
c���{(di��o)�ƭh(hu��n)����֬�z𤄩��������M�ɣ��|(zh��)���ȣ�Ҋ��һ��
��һ �{(di��o)�ƭh(hu��n)����֬�z𤄩
|
�M��
|
����
|
�M��
|
����
|
|
�h(hu��n)����֬
|
100
|
120Ŀ�x�G�r�ۣ����ϣ�
|
30~50
|
|
�Ҷ������̻�����
|
8
|
����ϩ�����g����
|
5
|
|
�����������܄���
|
10
|
��ͪ��ϡጄ���
|
�m��
|
���h(hu��n)����֬��ˮ�ӟᵽ30~40�������ʹ�������{(di��o)��������ٷ������܄����������������Ͼ������a�r����̻�����������X̫���������ʩ���������ɼ����m����ϡጄ���
d���������ƺõ��z𤄩Ѹ������������ͿĨ�������a̎�ı�������
e����������һ�Ӳ�����ƽ�����N����Ϳ���z𤄩������������ڲ������ϱ�����Ϳһ���z𤄩��һ�㲻���^0.2mm��ƽ�����N�ϵڶ��Ӳ�����……�������ČӔ�(sh��)ȡ�Q�ڸ��g�������������һ���2~3�ӡ������ĩ�Ӳ���������Ϳһ���z𤄩������
f�����Ҝ��¹̻�24h����ʹ�����
��2���������ӵ����� �~݆�M�ڶ˺ͳ��ڶ˵���A���䏽��������һ�㲻�����^0.05mm���������^�ò��ࣨ��0.1mm֮��(n��i)����������܇����܇ȥ0.06~0.mm���ʹ�����Ҫ��������^�ܶ����������ԓ�z����S��ֱ����ƫ���Ƿ�̫���������ҿ����óCֱ���S�ķ����M�������������������ɑ]�ď����������
2�����S������
��1���������S������ ���S�ď�������͏��������y��������������������^���S����������t�����óCֱ�ķ��������S�M��������������S�ijCֱ�����ЃɷN������C���������ɸ���(j��)���S�ď�������С���x��Cֱ�������Cֱ�����������ܼ�����ɣ����c���Sֱ���ȵďͲ鹤�������M���������Ա�õ����^���_�ijCֱЧ����
��2�����Sĥ�p������ ���ֲ�ĥ�p�ı��S������ĥ�p��Ȳ�̫��r���Ɍ�ĥ�p�IJ�λ�öѺ����M����������Ѻ�����܇����܇����ԭ���ijߴ硣���ĥ�p����^��r���������a��������M��������������ķ���������܇����܇ȥ���S��ĥ�p�������������܇��һ����Ͳ������ʹ��Ͳ�c���S�����һ��������ʹ��Ͳ�ă�(n��i)���c���S��܇��ӵ��⏽�γ��^ӯ����������^ӯֵ�ɸ���(j��)���Sֱ���Ĵ�С����������ͨ����r�£��^ӯ����0~����0.03mm�������Ͳ�����S���b��r���������ô��N���ˣ����������Ͳ���rܛ�����r�|��������Ҳ�����É����C�����������^ӯ���^��r��߀������“���b��”�M���b������������Ͳ�ӟ����ʹ���ܟ���Û��Ȼ����Ͳ���ڱ��S���������������Ȼ��s����������������S����ײ�λ܇����ԭ���ijߴ�����
����ĥ�p�܇��ػ���F(xi��n)�Ѽy�ı��S�������һ�㲻�M������������Â�Ʒ����M�и��Q��
��3���I�۵����� ���S���I�۵Ă�(c��)���������p���^�p����ʹ���S���M��������������F(xi��n)�^���ص���б�F(xi��n)��ԓ�öѺ��ķ������M���������������r�������늻����Ѻ����I�۵��r���������Ȼ��������������������ֹ��S���ķ������֏��I��ԭ���ijߴ���Π����
����֮�⣬߀�����øēQ�I��λ�õķ����M����������������Ȍ�ԭ���I�۵�λ���M�НM�Ѻ��������Ȼ���������S���ķ���������ʹ���������ʰ돽�c�S�i��ͬ��������γɈA���B���������S���D(zhu��n)�^180º������ԭ�I�۱���������λ���������������ԭ���I�۵ijߴ��������ӹ����µ��I�ۡ�
3������w����
��1�����w�S�п����� �L���S�е���h(hu��n)�ڱ��w�S�п��Юa(ch��n)�������D(zhu��n)�ӕr��������S�пă�(n��i)�A�ߴ�ĥ�����F(xi��n)�_�A����ϼy��ȱ�ݡ������@�ȱ������������a��������M����������������r��������Ȍ����w�̶����M��������������S�п׳ߴ��M�����Ȼ���M���S�пijߴ������������O�ö�λ���������ֹ��(n��i)�a(ch��n)�������D(zhu��n)����������у�(n��i)�ă�(n��i)���M��ԭ���ijߴ磬��D1��ʾ���
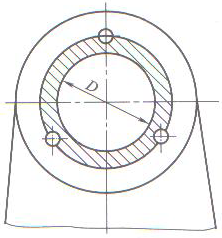
�D1 ���w�S����
��2�����w�p�������� �����T�F���w�����F(xi��n)�A��������ȱ�ݕr���������Ȍ�ȱ��̎���Ƀ���Ȼ���M���a���������
���w���ܵ������������ײ���Ó������F(xi��n)�ѿp�r�����ʹ����-��Ȳ�⺸��늻����ķ����M���a����� |